Multi-crease Self-folding
by Global Heating
Abstract This study demonstrates a new approach to autonomous
folding for the body of a 3D robot from a 2D sheet, using heat. 我们
approach this challenge by folding a 0.27-mm sheetlike material into a
结构. We utilize the thermal deformation of a contractive sheet
sandwiched by rigid structural layers. During this baking process, 这
heat applied on the entire sheet induces contraction of the contracting
layer and thus forms an instructed bend in the sheet. To attain the
targeted folding angles, the V-fold spans method is used. The targeted
angle uout can be kinematically encoded into crease geometry. 这
realization of this angle in the folded structure can be approximately
controlled by a contraction angle uin. The process is non-reversible, 是
可靠的, and is relatively fast. Our method can be applied simultaneously
to all the folds in multi-crease origami structures. We demonstrate the
use of this method to create a lightweight mobile robot.
Shuhei Miyashita*,**
麻省理工学院
Cagdas D. Onal†
Worcester Polytechnic Institute
Daniela Rus**
麻省理工学院
关键词
Heat-based multi-crease self-folding,
fold angle control, V-fold spans,
morphogenetic fabrication, self-assembly
我
D
哦
w
n
哦
A
d
e
d
F
r
哦
米
H
t
t
p
:
/
/
d
我
r
e
C
t
.
米
我
t
.
e
d
你
A
r
t
我
/
/
我
A
r
t
我
C
e
–
p
d
F
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
A
r
t
我
/
_
A
_
0
0
1
8
3
p
d
.
F
乙
y
G
你
e
s
t
t
哦
n
0
7
S
e
p
e
米
乙
e
r
2
0
2
3
1 介绍
The remarkable capability of bio-entities in developing a morphology is called morphogenesis. 作为
robots enter our daily life and become more ubiquitous, demands for the instant fabrication of
robots that can morph and are adaptive to various environments increase. This is a challenge that
has been tackled in modular robotics, where a robotʼs body consisting of multiple modules reconfigures
and adapts to environmental changes [4, 16, 25, 26, 35], or in a similar effort but attempting to handle
highly stochastic situations in a bottom-up manner [5, 15, 19, 22], or a folding manner [2]. A unique
approach focusing on extending a robotʼs physical capabilities is taken by [1], where the robot can print
and use a three-dimensional tool.
最近, the folding-based creation of robot bodies from sheetlike materials has shown notable
accomplishments [8, 9, 34]. The methods employed in these works make frequent use of origami-
inspired foldings to create lightweight mechanisms. Complex bodies can be folded from a laser-cut
single sheet of paper [27, 28].
This article makes the following contributions:
1.
a model, 设计, and method for designing flat origami structures that can self-fold in a
controlled way, using global heating;
* Contact author.
** Computer Science and Artificial Intelligence Laboratory, 麻省理工学院, 32 Vassar Street, 32-379, 剑桥,
嘛 02139, 美国. 电子邮件: shuheim@csail.mit.edu (S.M.); rus@csail.mit.edu (D.R.)
† Worcester Polytechnic Institute, Department of Mechanical Engineering, Robotics Engineering Program, 100 Institute Rd., HL 105,
Worcester, 嘛 01609, 美国. 电子邮件: cdonal@wpi.edu
© 2015 麻省理工学院人工生命 21: 398–411 (2015) 土井:10.1162/ARTL_a_00183
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
数字 1. View of self-folded outer skeleton with a modularized actuation unit.
2.
an instantiation of this approach to create a self-folding cylindrical-shaped robot and
extensive experimental characterization.
The key insight is to use a flat sheet sandwiched by rigid structural layers. The structure of the hard
layers determines the target angles that are achievable on each structural edge, which determine, 在
转动, the final geometry of the self-folded object. 下一个, we impose an origami crease pattern that
was designed by hand and added to the robotʼs body using a laser cutter. 最后, we suspend the
sheet in an oven. The self-folding process takes approximately 5 min at 65°C. The resulting shape is
a textured cylinder. We add to this cylinder a printed circuit, supporting electronics, and vibration
电机, and configure a locomotion robot. The robot can perform locomotion on a plane by altering
the speeds of vibration motors (数字 1). Creating robot bodies by self-folding is fast, easy, 和
inexpensive.
2 Self-folding Method
One of the requisite competencies for robots that morph from a sheet structure is self-folding
capability. Various attempts at automating folding processes have been made [12], using shape mem-
ory alloys [7], a contraction sheet combined with Joule heating [3], light illumination for heat transfer
[17, 31], pneumatic actuation coupled with an elastic body [18], or hydrogel expansion [6]. Never-
theless, few approaches have attempted to achieve the self-folding of large creased forms with a high
degree of accuracy, or demonstrated a realistic fabrication time compared with the folding time.
The self-folding methodology described in this article, which is developed upon our previous
work in [23, 24], consists of the following steps:
1. We model and derive a method for causing a bend on one edge of a flat body structure
created by layering a contraction sheet and structural sheets and using global heating
(部分 2.1).
2. We develop a method for designing 2D planar bridges and gaps in a layered sheet that
enables multiple edges to be folded in parallel, using heat, to create different geometries.
3. We compute and control the angles to be folded using steps 1 和 2; the material and
geometry of the creases determine the size of the angle that can be folded (部分 2.2).
人工生命量 21, 数字 4
399
我
D
哦
w
n
哦
A
d
e
d
F
r
哦
米
H
t
t
p
:
/
/
d
我
r
e
C
t
.
米
我
t
.
e
d
你
A
r
t
我
/
/
我
A
r
t
我
C
e
–
p
d
F
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
A
r
t
我
/
_
A
_
0
0
1
8
3
p
d
.
F
乙
y
G
你
e
s
t
t
哦
n
0
7
S
e
p
e
米
乙
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
4. We design a specific crease pattern to test the self-folding approach we advocate; 这
pattern can be folded reliably as a complete cylinder with patterned faces (部分 3.1).
5. We integrate electronics and actuators in the self-folded cylindrical body to create a
lightweight mobile robot and demonstrate and characterize its locomotion.
2.1 Folding by Global Heating
The key insight is to transform the internal stress of a contraction sheet into a folding torque. 我们的
goal is to globally heat the structure to induce simultaneous foldings. The idea is inspired by the
natural and artificial chemical compoundsʼ folding, 如 [29]. We wish to apply the general concept
to different scales. 数字 2 shows the designed mechanism for self-folding. We use a heat-sensitive
contracting material (a polyvinyl chloride (PVC) shrink bag) for inducing shear force, 哪个, 反过来,
creates the torque for bending a plane. (A) When a non-deformable structural layer is laminated to
PVC from one side, the sheet structure forms a bend. (乙) By sandwiching the PVC layer with struc-
tural layers with different gap widths, the gap width difference between the front and back of the
sheet at the same position enables the control of the folding direction. 这里, structural layers are
acting to prevent most of the sheet from bending. (C) The approach is capable of folding mountain
and valley folds simultaneously. 此外, the folding angles (uh1 and uh2 in Figure 2) 可
approximately encoded with the gap widths [33]. 一般来说, the wider Wh becomes, the steeper
the folding angle becomes.
PVC has two ideal features: the capability of low-temperature contraction (below 100°C), and a
robust physical structure with transparent visibility. PVC also has some disadvantages: The material
naturally deforms, and it is weak and subject to tearing.
我
D
哦
w
n
哦
A
d
e
d
F
r
哦
米
H
t
t
p
:
/
/
d
我
r
e
C
t
.
米
我
t
.
e
d
你
A
r
t
我
/
/
我
A
r
t
我
C
e
–
p
d
F
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
A
r
t
我
/
_
A
_
0
0
1
8
3
p
d
.
F
乙
y
G
你
e
s
t
t
哦
n
0
7
S
e
p
e
米
乙
e
r
2
0
2
3
数字 2. Proposed self-folding method using global heating. (A) Bending. (乙) Folding to one side. (C) Folding to both sides.
400
人工生命量 21, 数字 4
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
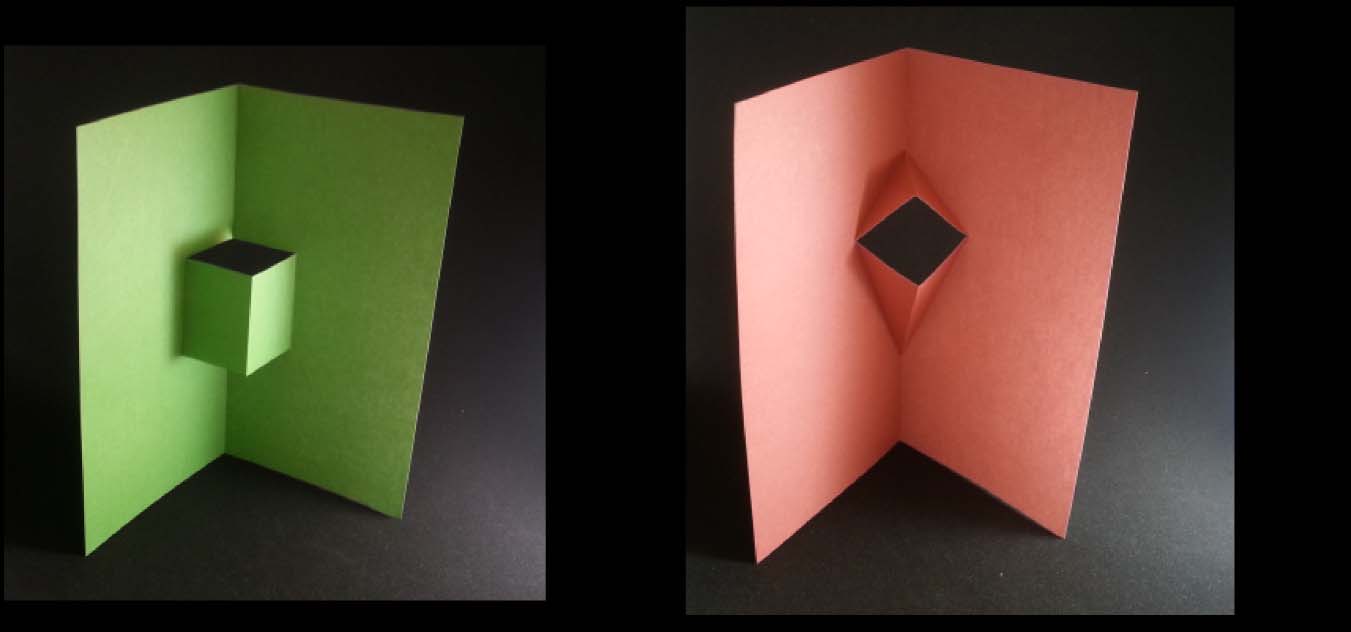
数字 3. Two pop-up techniques: (A) parallel fold and (乙) V-fold.
The required torque Hh for generating the elastic deformation of a hinge is generally given by [13]
Hh ¼ Eh
Wh (西德:2) 时间 3
H
12Lh
hh;
(1)
where Eh is the elastic modulus of the hinge; Wh, 钍, and Lh are the width, thickness, length of
the hinge, 分别; and uh is the fold angle. 例如, in Figure 2b,d, H1 at hinge 1 是 1.48 ×
−9 N m with values Eh = 3 MPa (approximate assumption), Wh = 2.5 毫米, Th = 0.03 毫米, Lh =
10
30 毫米, and uh = 2.7 rad. The magnitude of the torque indicates that it is important to consider the
weight of the structural layers when designing a large structure.
Our self-folding method is simple, it can be performed at low cost, and it is easily accessible using
a home oven. 此外, the folding order could potentially be controlled by incorporating more
than one contraction material that responds to different temperatures.
2.2 Precise Angle Control by V-fold Spans (Pop-up)
The folding method for a precise folding angle of a flat sheet as introduced in Section 2.1 is difficult
in that we have two-dimensional material properties that have to be manipulated at the level of
three-dimensional systems.1 We focus on kinematically encodable folding angles that enable the con-
trol of a specific folding angle of a surface, which is inspired by a technique used for pop-up books.
数字 3 shows two major types of pop-up techniques: (A) parallel fold and (乙) V-fold [14] (经常
called angle fold). The pop-up motion can be characterized with two kinematically coupled angles:
出去). While u
the input angle (你
out are linearly related in the case of
parallel fold, they are nonlinearly proportional in the case of V-fold.
在) and the output angle (你
in and u
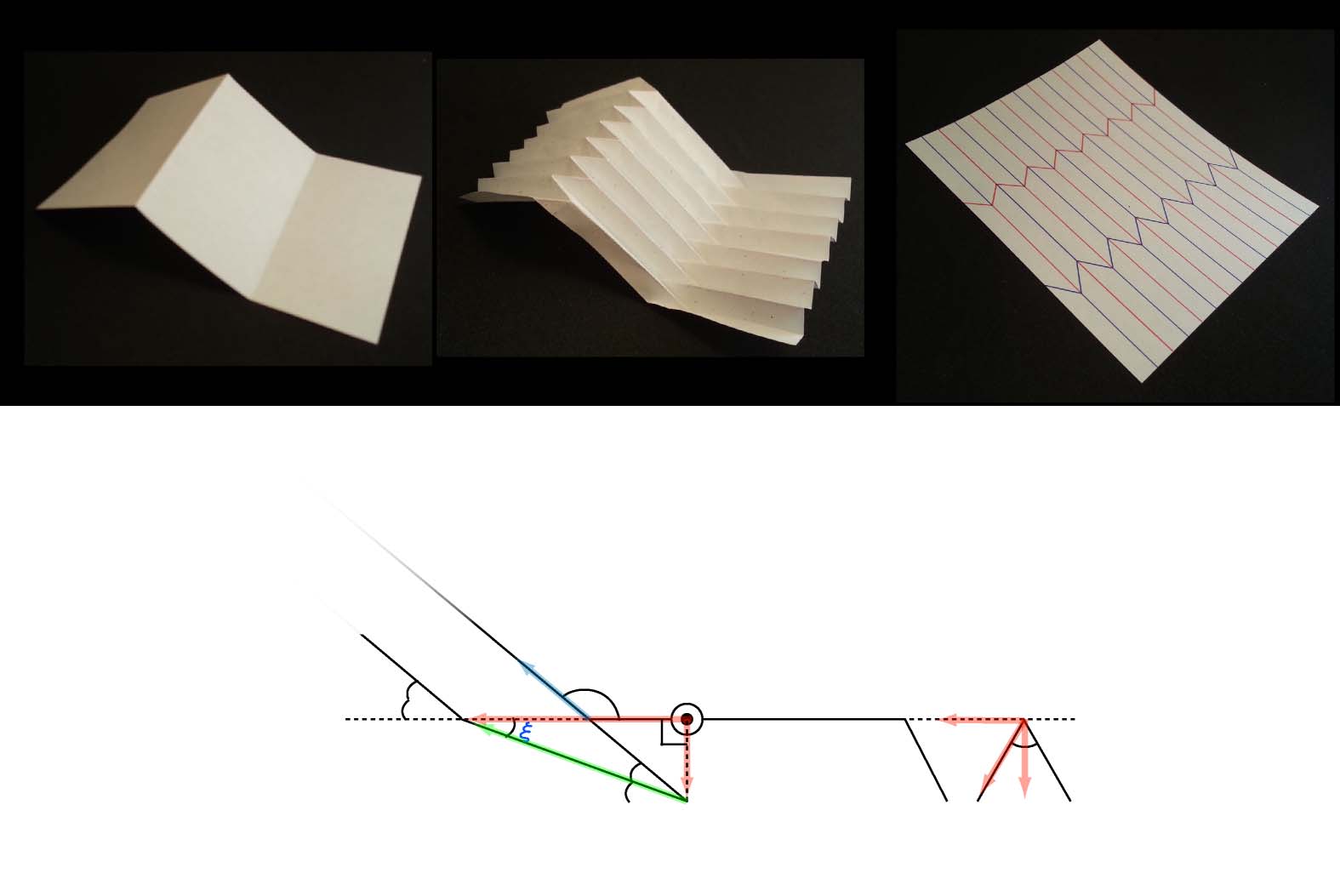
The transition from Figure 4a to 4c shows an example of our approach. We aim at a mountain
fold and a valley fold as described in Figure 4a, respectively spanning uout1 and uout2 (uout 2 (0 : k)).
We segment the surfaces and deploy as a multi-pleat pattern (图4b). When all creases are un-
folded simultaneously (uin → 0), the attributed kinematics yield the sheet morphology shown in
图4b. Thus the geometries characterizing the surfaces in Figure 4a can be encoded in the pa-
2 (A 2 (0 : 2k)), designate the
rameters of creases in Figure 4c. The angles in Figure 4c, A
output angles uout1 and uout2 at respective uin. 而且, the edge lengths LH* (* 2 [1, 2, 3]) 在
Figure 4a can be encoded as the respective edge lengths in Figure 4c, and the widths along the
1 and a
1 One contrasting approach is the so-called thick origami approach [32].
人工生命量 21, 数字 4
401
我
D
哦
w
n
哦
A
d
e
d
F
r
哦
米
H
t
t
p
:
/
/
d
我
r
e
C
t
.
米
我
t
.
e
d
你
A
r
t
我
/
/
我
A
r
t
我
C
e
–
p
d
F
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
A
r
t
我
/
_
A
_
0
0
1
8
3
p
d
.
F
乙
y
G
你
e
s
t
t
哦
n
0
7
S
e
p
e
米
乙
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
数字 4. Encoding angled surface geometry in crease pattern. (A) Targeted angled surface. (乙) Angle control by pleat
积累. (C ) Geometry of folding with respect to the input angle uin and the output angle uout. (d) Folding
kinematics of V-fold.
x-axis in Figure 4a as the combination with LV and the number of pleats, 氮 2 ℕ. 即, 他们是
∝ N × LV. 最后, the thickness of the folded surfaces, D in Figure 4b, can be reduced by refin-
ing the resolution of pleats in accordance with D ∝ scale length. 总之, the methodology is
to roughly control uin by the self-folding technique described in Section 2.1, and obtain uout in
precision.
Figure 4d gives a side view of a valley V-fold, projected onto a y-z plane. We derive the relation-
b shown in
out based on this schematic. We define constant vectors →a and
in and u
→
ship between u
Figure 4c,d as
½
→a ¼ L v
0
(西德:3);
0
”
→
b ¼ 0 − L v
tan
#
0
:
A
2
The rotation matrix about a unit vector
/ 作为
→
k ¼ j k l
½
(2)
(3)
(西德:3) can be described using the rotation angle
2
4
ð
R j; k; 我; /
Þ ¼
Þ þ k sin/
ð
jk 1− cos/
ð
cos/ þ j2 1− cos/
ð
Þ−j sin/
ð
Þ þ l sin/ cos/ þ k2 1− cos/
ð
kj 1− cos/
Þ
Þ þ j sin/ cos/ þ l2 1− cos/
ð
Þ−k sin/ lk 1− cos/
lj 1− cos/
Þ−l sin/ jl 1− cos/
kl 1− cos/
ð
ð
ð
Þ
Þ
3
5:
(4)
402
人工生命量 21, 数字 4
我
D
哦
w
n
哦
A
d
e
d
F
r
哦
米
H
t
t
p
:
/
/
d
我
r
e
C
t
.
米
我
t
.
e
d
你
A
r
t
我
/
/
我
A
r
t
我
C
e
–
p
d
F
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
A
r
t
我
/
_
A
_
0
0
1
8
3
p
d
.
F
乙
y
G
你
e
s
t
t
哦
n
0
7
S
e
p
e
米
乙
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
If the input angle is uin (uin : k → 0), then →a rot, which is the tangent vector along the plane, 是
(西德:2)
→a rot ¼ →a R 0; −1; 0;
(西德:3)
:
p − hin
2
The projection of →a rot onto the y-z plane, →0a rot, 是
→0a rot
¼ →a rot
2
4
0
0
0
0
1
0
3
5:
0
0
1
(5)
→
c ¼ →
自从
d can be obtained by
rotating →c through the angle n, and adjusted to a desired length by scaling by a constant s(s 2 ℝ ), 作为
b − →0a rot, and considering that △OAC and △BCA are homologous,
→
→
ð
d ¼ s →c R −1; 0; 0; n
Þ;
where n ¼ arccos
之间
→
b and
→
(西德:4)
(西德:4)
乙
d as
→
乙 (西德:2)→c
(西德:4)
(西德:4)
(西德:4)
(西德:4). The targeted output angle u
(西德:4) →c
(西德:4)
→
hout ¼ arccos
乙 (西德:2) →
−→
d
(西德:4)
(西德:4)
(西德:4)
(西德:4)
(西德:4) →
(西德:4)
−→
d
乙
:
(西德:4)
(西德:4)
We define the completion of a V-fold as
completion ½%(西德:3) ¼
p − hout
p − houtjhin ¼ 0
(西德:4) 100;
(6)
out can be derived by measuring the angle
(7)
(8)
我
D
哦
w
n
哦
A
d
e
d
F
r
哦
米
H
t
t
p
:
/
/
d
我
r
e
C
t
.
米
我
t
.
e
d
你
A
r
t
我
/
/
我
A
r
t
我
C
e
–
p
d
F
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
A
r
t
我
/
as an indication of the accomplishment degree of a targeted folding (pop-up) 角度.
Figure 5a shows the relation between u
in and completion with different a varying from a = 30°
to a = 150° in five levels. It can be seen that the convergence of completion has good speeds: 80%
of the folding angles are already accomplished at uin ≈ 90°, especially when a > 90°. Since actual
convergence of uout when self-folding is determined by the physical factors (例如, applied temperature,
internal stress of PVC, and gap widths of hinges), it settles at uin < 90° (finely tunable). Figure 5a
shows that the larger a becomes, the faster the folding is. By considering these physical tendencies,
the actual folding angles can be preadjusted by setting wider a to obtain precise folding angles u
out.
in required to gain a desired completion for different a. Attaining
smaller uin requires more compression of the contraction layer and thus requires more heat input.
The data shows that the larger a is, the less energy is required. Also, 70% completion can be attained
for most a even if uin does not become less than 90°.
Figure 5b shows the angle u
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
2.3 Fabrication of Self-folding Crease Pattern
Manually folding a multi-crease structure is a time-consuming process. When the folding steps are
on the order of dozens, or multiple creases need to be folded simultaneously, self-folding can greatly
reduce the total fabrication time. In this subsection, we introduce a fabrication method for self-folding
that is simple and fast, but also accurate and easily reproducible. The key insight is that the folding
directions are determined by the gap width differences of the hinge parts (Section 2.1). The meth-
odology is to sustain both the front and the back side of the structural materialsʼ relative positions
on a single supporting sheet, and sandwich a contraction layer by folding it in half, so that cor-
responding gaps come above and below the contraction layer (Figure 6).
Artificial Life Volume 21, Number 4
403
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
Figure 5. (a) Convergence of uout in correspondence with uin with different a. (b) uin required to gain a desired
completion for different a.
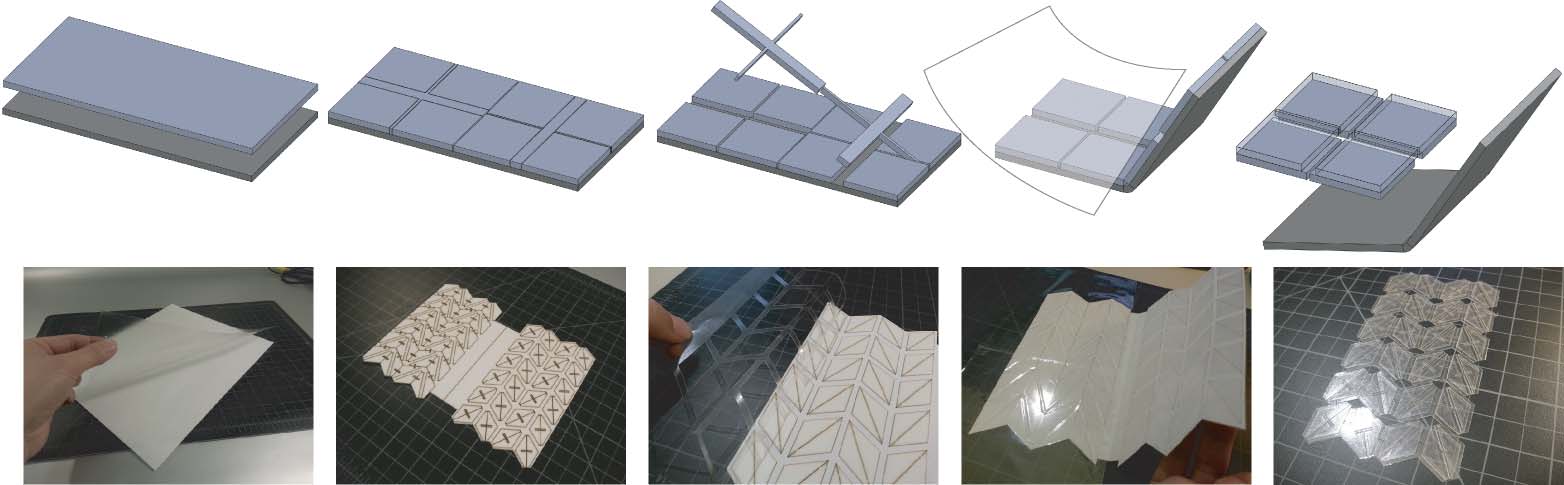
First, the supporting layer (Post-it Sheet Labels and 3M Permanent Adhesive Full Sheet Labels)
and the structural layer (Grafix Ink Jet Adhesive Film, thickness 0.12 mm) are laminated, so that the
adhesive face of the structural layer faces out (Figure 6a). Using a laser cutting machine (Versa-
LASER, VLS 3.50) with regulated laser strength, we cut only through the structural layer and trim
the front and back patterns (Figure 6b). The framelike segments of structural layers that cover the
404
Artificial Life Volume 21, Number 4
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
Figure 6. Fabrication process of self-folding multi-crease pattern. Structural materials are placed in designed gap widths
on the front and back of the contraction layer.
hinge parts are peeled off (Figure 6c). A contraction layer (PVC, thickness 0.03 mm) is inserted and
sandwiched by folding the structural layer in half, so that the respective hinges overlap above and
below the contraction layer (Figure 6d). We manually cut out the intersections of hinges using a
cutter, where six creases are gathered. This process was incorporated on account of some bending
direction errors we often encountered when heating up. However, further investigation is still
required to conclude if this step is necessary. We peel off the supporting layer, and obtain the com-
plete structure (Figure 6e). The complete structure has thickness 0.27 mm and size 70 × 125 mm2.
This fabrication method has an advantage with forms where large-scale shapes are formed by iterative
crease accumulations.
3 Self-folding and Proof of Concept in Robotics
In this section, we show how our self-folding method can be used to make a mobile robot. We show
that a self-folded skeleton can function as a stabilizer of locomotion and perform basic locomotion
when coupled with an easily implementable actuation unit (Figure 1).
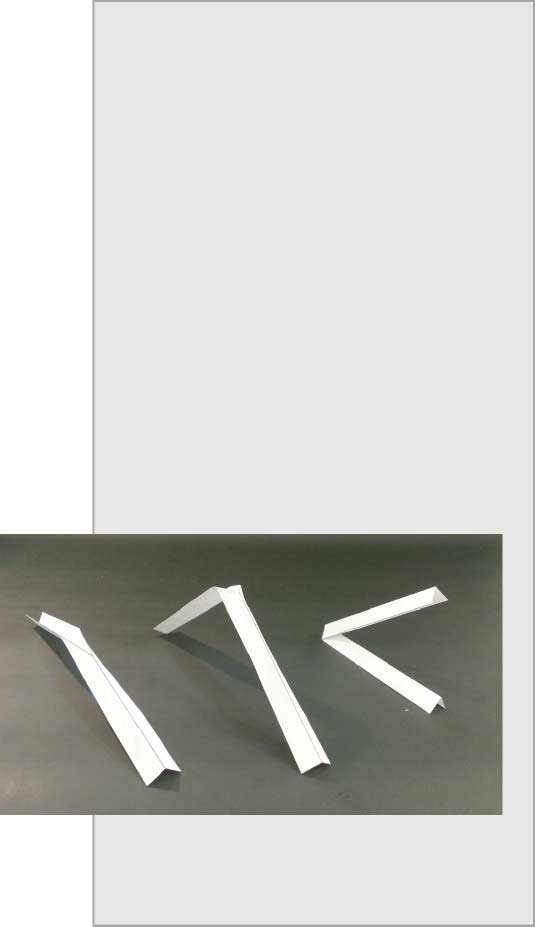
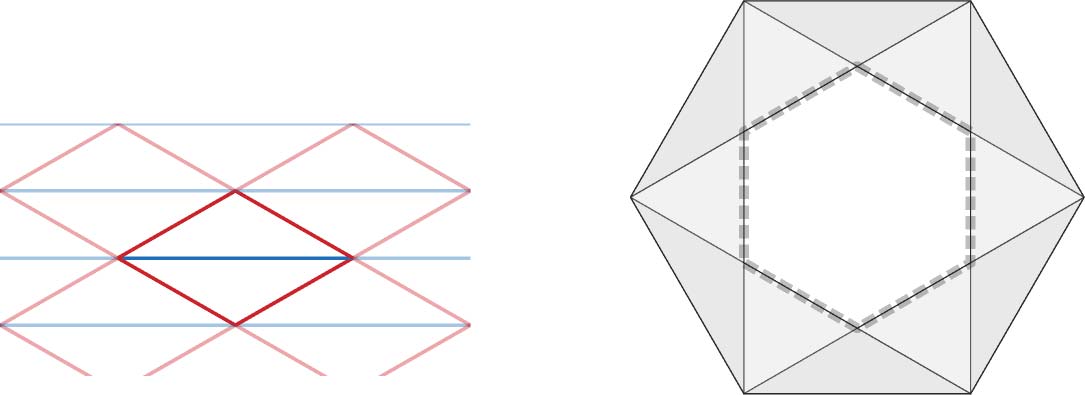
Figure 7. X-form spans, which are an extension of the V-fold: (a) V-fold, (b) X-form spans, and (c) side view after
completed folds. ** Alternate the direction of every second row.
Artificial Life Volume 21, Number 4
405
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
3.1 Structure Design for a Self-folded Cylindrical Robot
The outer skeleton of the robot is a hollow cylindrical structure with symmetry, simplicity, and postural
robustness. The pleat pattern, the X-form span, is one of the most complex foldings among V-folds,
where intersections gather six creases, thus posing a significant self-folding challenge.
Figure 7a shows two V-folds (colored red), whose spanning angles are a, interleaving a valley fold
(colored blue). For the formation of the 3D structure, we aim at a cylindrical shape using X-form spans,
which can be regarded as an extension of the V-fold (Figure 7b). The X-form spans can be derived by
transforming the V-fold; from Figure 7a, we shorten the distances D-E and H-I, and configure a rhom-
bus. When arrays of this rhombus are folded, a regular n-sided polygonal cylinder is generated (the
hexagonal case is shown in Figure 7c in top view). Two design parameters, a and u, can be determined
by examining the geometry of the hollow cavity that will be created in the folded n-sided polygonal
structure. When the geometric parameters of the actuation unit (r2, r3, and n) are given, these designing
parameters are determined as
a ¼
p
2
− n − 2
n
p;
u ¼ 2 sin p
n
cos 2p
n
(cid:4) r 2
¼ tan
2p
n
(cid:4) r 3:
(9)
(10)
(11)
Instead of rhombus X-form spans, more general models of origami-inspired polygonal cylinders
have been investigated in [10, 20]. The size of the body and the resolution of the pleats can vary. We
selected a hexagonal shape because the resulting folded outer skeleton has sufficient volume to in-
clude all the robotʼs components, and at the same time the flat patches provide support and friction
for locomotion. Our designed robot will use the flat areas to contact the ground and control slip-
page. The arrays of rhombuses are alternately redirected, so that when the sheet folds, zigzag-shaped
edges naturally latch and thus the structure is stable (see Figure 2g). We set a = 60°, u = 20 mm,
gap width = 2.5 mm, bridge width = 1 mm. The designed shape consists of 62 creases that must be
folded simultaneously; thus, they are difficult to fold by hand.
3.2 Self-folding Process
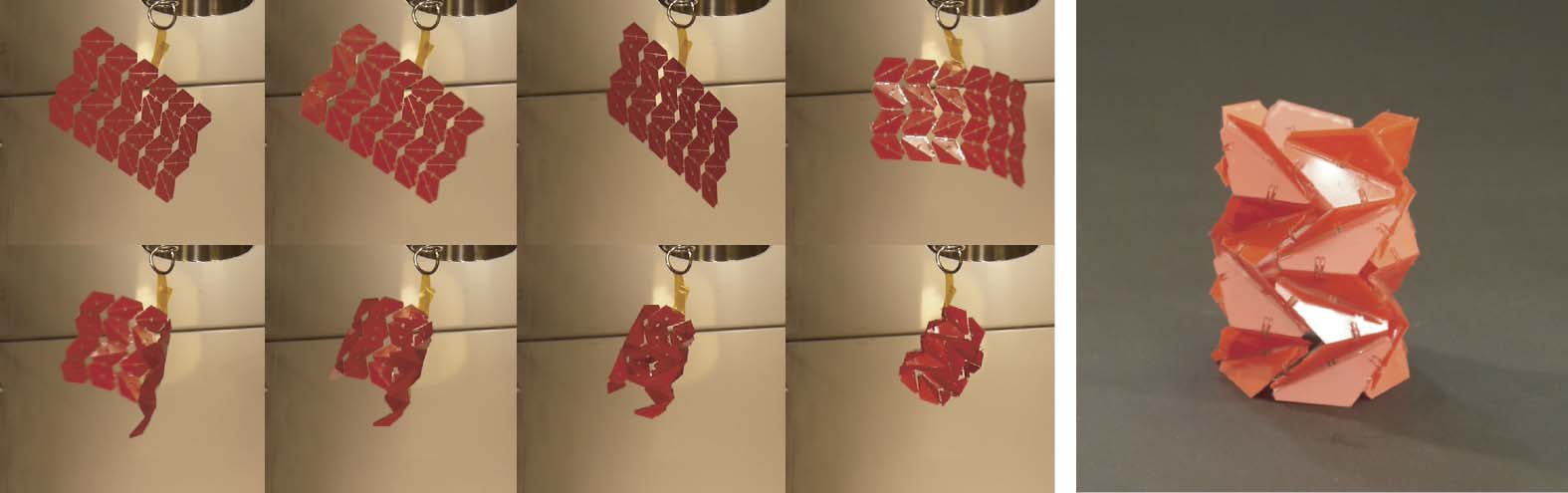
Figure 8 shows the self-folding process performed in a heat oven. In order to transmit uniform heat
to the sheet, the sheet was hung from the ceiling. This setting contributes to preventing direct physical
Figure 8. Self-folding attained by baking in a heat oven.
406
Artificial Life Volume 21, Number 4
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
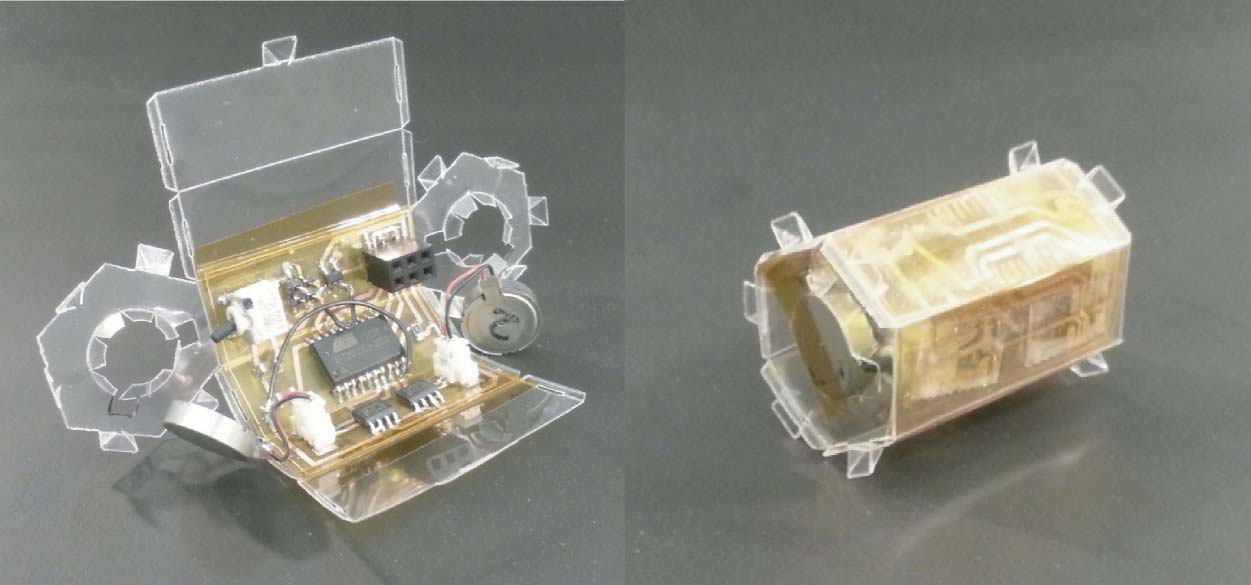
Figure 9. Encapsulated actuation unit. (a) Self-folded inner skeleton and flexible circuit with components. (b) Flexible
circuit folded into hexagonal cylindrical shape.
contact with the heat source (generally the bottom of the oven). The oven we employed blows air
from the side wall, and thus the sheet swings during the process.2
We ramped the temperature from room temperature (25°C) to 65°C (Figure 8a). When the tem-
perature reached approximately 55°C, the crease pattern appeared on the sheetʼs surface, increasing
the sculpture effect and forming a global curve (Figure 8d–g). When the temperature reached 65°C,
the structure formed a complete cylindrical shape, automatically latching both sides via zigzag tooth-
shaped edges (Figure 8h). The process was completed in approximately 5 min. The duration de-
pends on the capability of the oven, as well as the size of the materials, and should be optimized
according to conditions.
Note that the configured shape is made of 62 folds; that is, the failure rate of an individual build
(cid:4) 100 ¼ 1:61%. We have made four trials and encountered no error. As
up fold must be at most 1
62
found in previous failure models, it is required that all 62 folds be completed without a failure.
Should even one fold fail, the global structure becomes a distorted flat sheet.
3.3 Mechatronics
A modularized actuation unit, which shapes the hexagonal cylinder to fit to the outer skeleton, is
developed. The actuation unit features collaterally assigned vibration motors for locomotion. By
alternating the movement of vibration motors, the robot can move to any planar configuration, ac-
cording to [11, 21, 30] (Figure 9b). The controller board was developed on a printed flexible circuit,
whose folded geometry fits into the actuation unit. Finally, the actuation unit is manually inserted
and attached to the outer skeleton. The projecting nails cause the actuation unit to reside stably in
the outer skeleton.
The circuit is printed onto a sheet layer and then folded. The circuit substrate is composed of
three sheet materials: one with rigid stiffness, used as a backbone layer (polystyrene); another with
heat-resistive properties (polyimide); and the third conductive (copper ). After these layers are lam-
inated into one sheet, coating material is sputtered onto the copper layer in the shape of a circuit
using a solid-ink printer. The remaining intact copper material is then etched by being soaked in
ferric chloride for about 15 min, and is scrubbed away. Slits are added using a cutter, and bent
manually to fit into the inner skeleton that was previously cut by a laser cutting machine and folded.
The fabricated layer is resistant to heat, but is also lightweight at 0.442 g. We list the components
used in the robot in Table 1.
2 The air blow is an intrinsic functionality of the oven that we could not stop; however, we assume the influence of the blow is not
essential, judging from smaller-scale trials in an ordinary oven.
Artificial Life Volume 21, Number 4
407
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
Table 1. Components used in the robot.
Device
Outer skeleton
MCU
Weight [g]
1.966
0.561
Type
Self-folded
ATtiny2313A, Atmel
Vibration motor
1.390 × 2
1.8 G, T.P.C.
Flexible circuit layer
Other SMD components
Connectors
LiPo battery
Inner skeleton and others
Total weight
0.442
0.283
1.526
1.773
1.428
10.759
Printed on 3 layers
Switch, etc.
ISP Connectors, etc.
40 mA h, Great Power battery
Cage, cables, solder
The controller consists of a micro control unit (MCU), two vibration motors with respective
motor drivers, electricity-regulating components, a battery, and other accessories, such as connec-
tors. We selected the Atmel ATtiny2313A for its low operation voltage and for its serial commu-
nication capability for future use. Since the circuit becomes part of the robot, the weight distribution
of components was considered and designed.
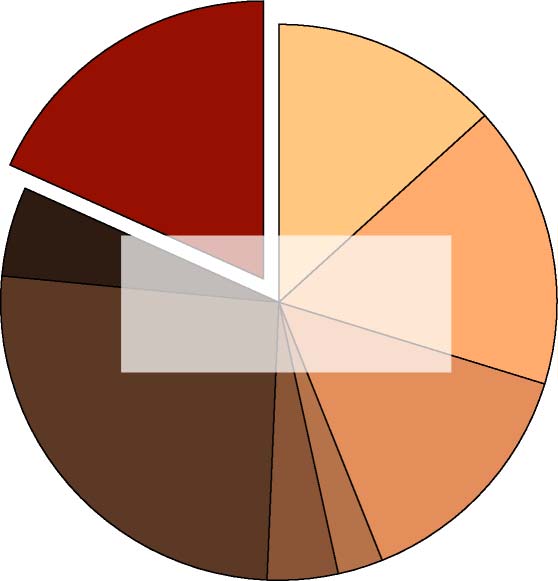
Figure 10 shows the weight distribution plotted in a pie chart. The body (outer skeleton) con-
tributes only 18.27% of the weight, which is remarkably little, and shows the merits of forming a
body through foldings.
Figure 10. Weight distribution of the robot.
408
Artificial Life Volume 21, Number 4
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
Figure 11. Results of motions. (a) Translational motion by turning the two motors in the same direction. (b) Rotational
motion by turning in opposite directions.
3.4 Results
Figure 11 shows the demonstrated locomotions. Control of the actuators is managed by an open-
loop control, whose driving current is managed by pulse width modulation (duty ratio = 50%). It is
seen that both translational (Figure 11a) and rotational (Figure 11b) motions are achieved by altering
the directions of rotation of the vibration motors. When moving forward, we turn both motors in
the same direction, and the translational locomotion speed is 2.95 cm/s. When turning, the motors
turn in opposite directions, and the robotʼs turning angular speed is 0.74 rad/s (42.4°/s). However,
especially for the translational motion, the motion is sensitive to the friction of the ground, and does
not necessarily happen at the same speed on changing the motor speeds. We also assume that the
asymmetric pleat patterns will have an influence on the stability of motion.
4 Conclusion
This article presents a scheme for self-folding for the autonomous fabrication of an origami robot
using global heating. We first develop a method that enables autonomous and simultaneous folds of
mountain and valley creases in a sheet structure. We then focus on the characteristics of the V-fold
spans, where one of the angles can be precisely controlled by kinematically coupling it to another
angle. The X-form span mechanism is then incorporated as an extension of V-fold. Using uniform
heat on the designed sheet in this fashion, a cylindrical robot body is attained. We developed an easy,
fast, and reliable fabrication technique for constructing the self-folding sheet. The self-folding pro-
cess completes in approximately 5 min, where 62 folds are simultaneously managed at 65°C. We
further develop a mobile robot using this self-folded body. The robot has two vibration motors
for locomotion, caged by the self-folded outer skeleton for stabilization. The robotʼs locomotion
proves the functionality of a self-folded origami structure.
Artificial Life Volume 21, Number 4
409
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
Acknowledgment
This research was conducted in the Distributed Robotics Laboratory at CSAIL, MIT. Support for
this work has been partly provided by NSF grants 1240383 and 1138967, and the Swiss National
Science Foundation Fellowship Grant PA00P2_142208.
References
1. Brodbeck, L., & Iida, F. (2012). Enhanced robotic body extension with modular units. In IEEE/RSJ
International Conference on Intelligent Robots and Systems (IROS) (pp. 1428–1433).
2. Cheung, K. C., Demaine, E. D., Bachrach, J. R., & Griffith, S. (2011). Programmable assembly with
universally foldable strings (moteins). IEEE Transactions on Robotics, 27, 718–729.
3. Felton, S. M., Tolley, M. T., Onal, C. D., Rus, D., & Wood, R. J. (2013). Robot self-assembly by folding: A
printed inchworm robot. In IEEE International Conference on Robotics and Automation (ICRA) (pp. 277–282).
4. Fukuda, T., & Kawauch, Y. (1990). Cellular robotic system (CEBOT) as one of the realizations of self-
organizing intelligent universal manipulator. In IEEE International Conference on Robotics and Automation
(ICRA) (pp. 662–667).
5. Griffith, S., Goldwater, D., & Jacobson, J. (2005). Self-replication from random parts. Nature, 437, 636.
6. Guan, J., He, H., Hansford, D. J., & Lee, L. J. (2005). Self-folding of three-dimensional hydrogel
microstructures. The Journal of Physical Chemistry B, 109, 23134–23137.
7. Hawkes, E., An, B., Benbernou, N. M., Tanaka, H., Kim, S., Demaine, E. D., Rus, D., & Wood, R. J.
(2010). Programmable matter by folding. Proceedings of the National Academy of Sciences of the U.S.A., 107(28),
12441–12445.
8. Hoffman, K. L., & Wood, R. J. (2010). Towards a multi-segment ambulatory microrobot. In IEEE
International Conference on Robotics and Automation (ICRA) (pp. 1196–1202).
9. Hoover, A. M., Steltz, E., & Fearing, R. S. (2008). RoACH: An autonomous 2.4 g crawling hexapod robot.
In IEEE/RSJ International Conference on Intelligent Robots and Systems (IROS) (pp. 26–33).
10. Hunt, G. W., & Ario, I. (2005). Twist buckling and the foldable cylinder: An exercise in origami.
International Journal of Non-linear Mechanics, 40, 833–843.
11. Ioi, K. (1999). A mobile micro-robot using centrifugal forces. In IEEE/ASME International Conference on
Advanced Intelligence Mechatronics (pp. 736–741).
12. Ionov, L. (2011). Soft microorigami: Self-folding polymer films. Soft Matter, 7, 6786–6791.
13. Iwase, E., & Shimoyama, I. (2005). Multistep sequential batch assembly of three-dimensional ferromagnetic
microstructures with elastic hinges. Journal of Microelectromechanical Systems, 14, 1265–1271.
14. Jackson, P. (2011). Folding Techniques for Designers from Sheet to Form. London: Laurence King.
15. Klavins, E. (2007). Programmable self-assembly. IEEE Control System Magazine, 27, 43–56.
16. Kotay, K., Rus, D., Vona, M., & McGray, C. (1998). The self-reconfiguring robotic molecule. In IEEE/
RSJ International Conference on Intelligent Robots and Systems (IROS) (pp. 424–431).
17. Liu, Y., Boyles, J. K., Genzer, J., & Dickey, M. D. (2011). Self-folding of polymer sheets using local light
absorption. Soft Matter, 8, 1764–1769.
18. Martinez, R. V., Fish, C. R., Chen, X., & Whitesides, G. M. (2012). Elastomeric origami: Programmable
paper-elastomer composites as pneumatic actuators. Advanced Functional Materials, 22, 13761384.
19. Mermoud, G., Mastrangeli, M., Upadhyay, U., & Martinoli, A. (2012). Real-time automated modeling and
control of self-assembling systems. In IEEE International Conference on Robotics and Automation (ICRA)
(pp. 4266–4273).
20. Min, C. C., & Suzuki, H. (2008). Geometrical properties of paper spring. In Manufacturing Systems and
Technologies for the New Frontier (pp. 159–162).
21. Miyashita, S., Casanova, F., Lungarella, M., & Rolf Pfeifer, F. (2008). Peltier-based freeze-thaw connector
for waterborne self-assembly systems. In IEEE/RSJ International Conference on Intelligent Robots and Systems
(IROS) (pp. 1325–1330).
410
Artificial Life Volume 21, Number 4
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3
S. Miyashita et al.
Multi-crease Self-folding by Global Heating
22. Miyashita, S., Göldi, M., & Pfeifer, R. (2001). How reverse reactions influence the yield rate of stochastic
self-assembly. International Journal of Robotics Research, 30(April), 627–641.
23. Miyashita, S., Onal, C. D., & Rus, D. (2013). Self-pop-up cylindrical structure by global heating. In IEEE/RSJ
International Conference on Intelligent Robots and Systems (IROS).
24. Miyashita, S., & Rus, D. (2013). Multi-crease self-folding by uniform heating. In 12th European Conference on
Artificial Life (ECAL).
25. Murata, S., Tomita, K., Yoshida, E., Kurokawa, H., & Kokaji, S. (1999). Self-reconfigurable robot. In
International Conference on Intelligent Autonomous Systems (IAS) (pp. 911–917).
26. Nakano, K., Uchihashi, S., Umemoto, N., & Nakagama, H. (1994). An approach to evolutional system. In
First IEEE Conference on Evolutionary Computation (CEC) (pp. 781–786).
27. Onal, C. D., Wood, R. J., & Rus, D. (2011). Towards printable robotics: Origami-inspired planar fabrication
of three-dimensional mechanisms. In IEEE International Conference on Robotics and Automation (ICRA)
(pp. 4608–4613).
28. Onal, C. D., Wood, R. J., & Rus, D. (2013). An origami-inspired approach to worm robots. IEEE/ASME
Transactions on Mechatronics, 18, 430–438.
29. Rothemund, P. W. K. (2006). Folding DNA to create nanoscale shapes and patterns. Nature, 440(7082),
297–302.
30. Rubenstein, M., Ahler, C., & Nagpal, R. (2012). Kilobot: A low cost scalable robot system for collective
behaviors. In IEEE International Conference on Robotics and Automation (ICRA) (pp. 3293–3298).
31. Ryu, J., DʼAmato, M., Cui, X., Long, K. N., Qi, H. J., & Dunn, M. L. (2012). Photo-origamibending and
folding polymers with light. Applied Physics Letters, 100, 161908-1–5.
32. Tachi, T. (2011). Rigid-foldable thick origami. In Patsy Wang-Iverson, Robert J. Lang, & Mark Yim (Eds.),
Origami 5: Fifth International Meeting of Origami in Science, Mathematics, and Education, (pp. 253–264), Boca
Roton, FL: CRC Press.
33. Tolley, M., Felton, S., Miyashita, S., Xu, L., Shin, B., Zhou, M., Rus, D., & Wood, R. (2013). Self-folding
shape memory laminates for automated fabrication. In IEEE/RSJ International Conference on Intelligent Robots
and Systems (IROS).
34. Whitney, J., Sreetharan, P., Ma, K., & Wood, R. (2011). Pop-up book MEMS. Journal of Micromechanics and
Microengineering, 21(11), 115021.
35. Yim, M. (1994). New locomotion gaits. In IEEE International Conference on Robotics and Automation (ICRA)
(pp. 2508–2514).
Artificial Life Volume 21, Number 4
411
l
D
o
w
n
o
a
d
e
d
f
r
o
m
h
t
t
p
:
/
/
d
i
r
e
c
t
.
m
i
t
.
e
d
u
a
r
t
l
/
/
l
a
r
t
i
c
e
-
p
d
f
/
/
/
/
2
1
4
3
9
8
1
6
6
5
1
3
5
a
r
t
l
/
_
a
_
0
0
1
8
3
p
d
.
f
b
y
g
u
e
s
t
t
o
n
0
7
S
e
p
e
m
b
e
r
2
0
2
3